-

- 山東浩源管業(yè)有限公司
-
全國(guó)服務(wù)咨詢熱線:
15508652512
15508652512


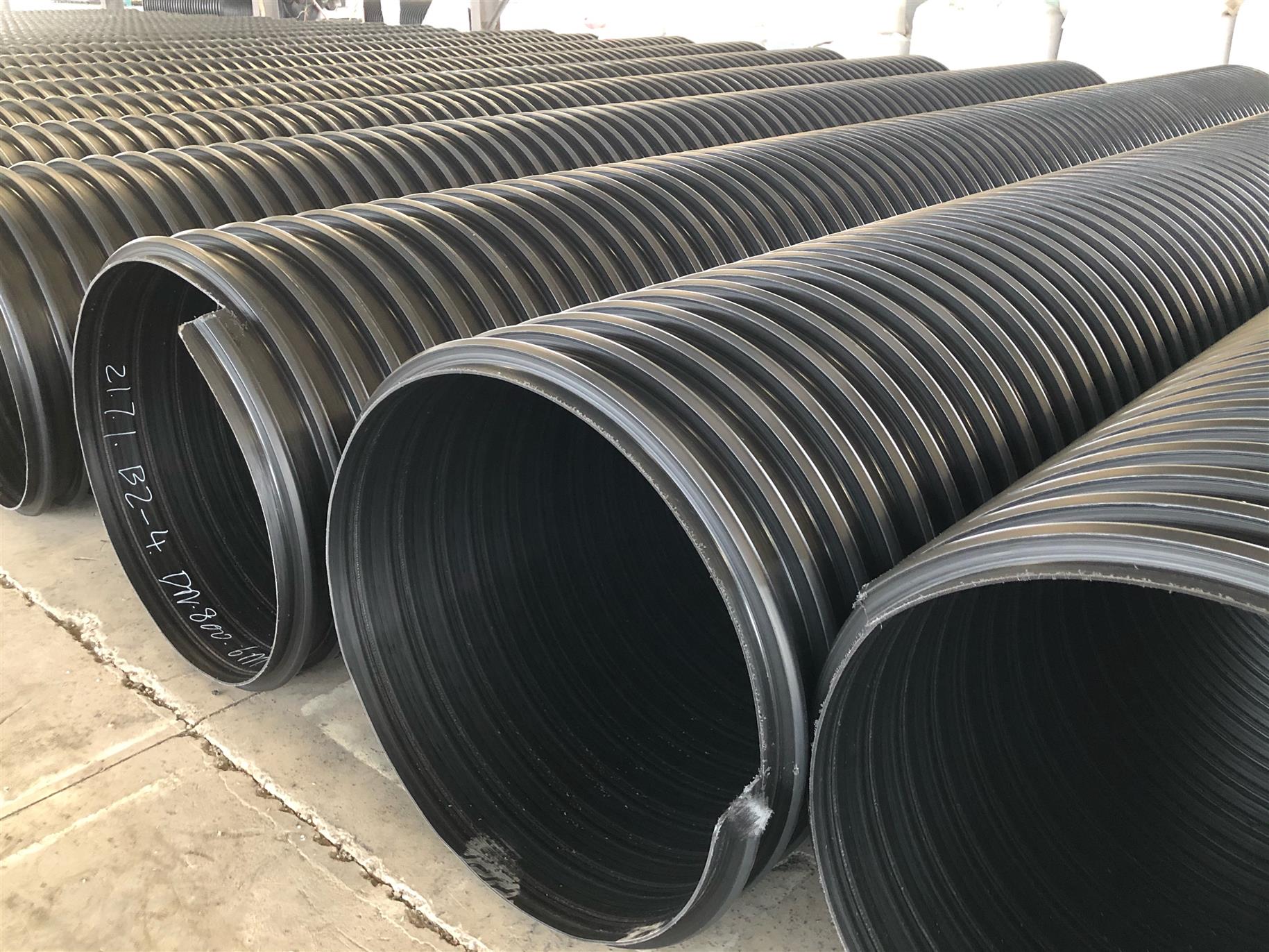

產(chǎn)品描述

您是第13927294位訪客
版權(quán)所有 ©2026-05-16 魯ICP備20007799號(hào)-2
山東浩源管業(yè)有限公司 保留所有權(quán)利.
手機(jī)網(wǎng)站
地址:山東省 濟(jì)南 山東省濟(jì)南市高新技術(shù)開(kāi)發(fā)區(qū)
聯(lián)系人: 王經(jīng)理先生(經(jīng)理)
微信帳號(hào):
南纏繞結(jié)構(gòu)壁管")
HDPE纏繞結(jié)構(gòu)壁管")
 天津加筋聚乙烯復(fù)合管供應(yīng)商")
 濟(jì)南加筋聚乙烯復(fù)合管批發(fā)廠家")
 天津加筋聚乙烯(PE)復(fù)合管批發(fā)廠家")
合管批發(fā)")
寧加筋聚乙烯復(fù)合管批發(fā)")